Segmented valves ambient data are specialised instruments that serve a crucial purpose in regulating the flow of liquids and gases across various sectors. They essentially assist in controlling the flow of these fluids and gases in a safe and efficient manner. About the Company: Sev-valve is globally one of the best segmented valves producers. Their valves are well-renowned and safe, which matters a lot to customers across the globe who depend on them. These valves are great to have, as they control the flow of gases and liquids through pipes and systems. They are used in many critical locations, like oil pipelines, municipal water treatment plants, and different kinds of factories. In oil and gas pipelines, for instance, this type of valve allows the oil to flow safely. They double block bleed valve make sure clean water reaches homes and businesses with ease from water treatment plants. Sev-valve have designed highly innovative segmented valves that bring many advantages to their clients. The biggest advantage is that it saves their clients money on service and repairs. Working valves mean less wasted time and money repairing issues. So customers can do their work and make better products. Customers can expect low prices and high quality with Sev-valve valves.
Sev-valve segmented valves have one of the best qualities and that is they can be accurate. These valves are capable of detecting minute changes in temperature, pressure, or flow of fluids and gases. This pigging valves accuracy is critical since it is necessary to know that nothing is wrong at factories, etc. One of the proper uses of valves is in factories that require maintaining a certain temperature for a process. Such precision ensures that manufacturers know with confidence that their processes are running the way it needs to, a crucial ingredient in the production of quality products.

Sev-valve is constantly innovating solutions and technologies to make factories fire up more. They keep developing new range of control solutions to improve accuracy, control and efficiency of the industrial process. By using Sev-valve segmented valves, customers can benefit of modern state of the art technologies for their plants. So, manufacturers can keep pace with the latest developments in their respective fields so that they continue to be ahead of the curve and thrive. These stainless steel ball valve solutions can help customers enhance their operations and drive even better results.

Safety is yet another key factor that makes Sev-valve segmented valves highly valuable in industrial environments. These valves are designed specifically for extreme temperatures, high pressures, and difficult chemical conditions. As in, if you are dealing with hot liquids in a factory, you need valves that can take those high temperatures. They are engineered to be responsive in extreme use cases ensuring customers can count on their systems when they need them most. Sev-valve segmented valves are very safe to operate as well. They double block and bleed valve outfitted with sophisticated safety features for workers and equipment. All that assures everyone can use these valves in their daily activities with a peace of mind.

Thirdly, Sev-valve segmented valves offer a great versatility. They are used in many applications, from basic flow control to process management. Some valves are deployed solely to enable or prevent the flow of a fluid and others can manage a more complex arrangement. They block & bleed valve are available in a wide variety of sizes, materials, and configurations, which allows them to adapt to any industrial environment. With benefits as diverse as this, Sev-valve segmented valves can be used on almost any application, creating an incredibly adaptable solution for customers.
Our continuous pursuit of technological innovations includes providing Segmented valve to our clients. We offer products that are not standard including clamps, valves and industrial products. Based on the needs of our customers, based on our own research and development technology as well as our design and manufacturing expertise to offer more durable as well as safe, reliable and affordable products.
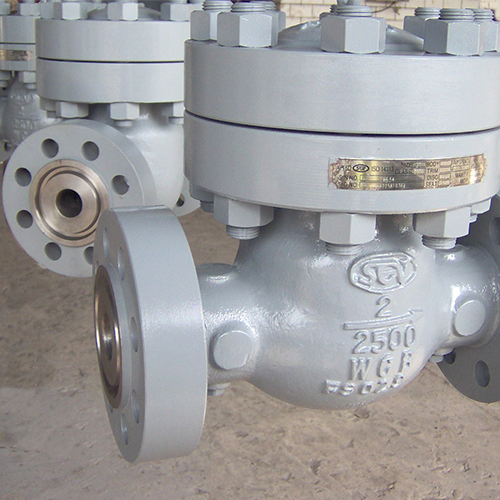
The major products of SEV include ball valves, gate valves, check valves that are made from WCC, WCC and CF8M. Segmented valve, CF3M, LCB, LCC, LF2 A105, 304 of 316,304L F51, Titanium and Monel and many more. The range of pressure is 150lbs to 2500lb (0.10Mpa to 42Mpa) and the sizes are 1/2" to 48"(DN6 to DN1200). SEV is able to produce valves with working temperatures of -196 ~ 680. These valves have been designed and produced in accordance with the standards ASME, ANSI API DIN JIS.
As an organization accredited by API6D and ISO9001, SEV is totally dedicated to providing each customer with products and services can be relied on; specialist technical advice they can trust, as well creative supply chain solutions that boost efficiency in business and create value. Over the time, we've offered tailored products and services for foreign customers Segmented valve as a variety of high-precision technology firms.
SEV VALVE is a top manufacturer of industrial valves in China. It has all the qualifications required to make sturdy industrial valves that will endure the most demanding and Segmented valve in the Oil, Gas, Refinery, Chemical, Marine, Power, and Pipeline Industries. We have long-term, reliable, and collaborative relationships with over 200 companies around the world.

Copyright © Sichuan Saier Valve MFG. Co.,Ltd. All Rights Reserved
 ONLINE
ONLINE
 EN
EN